
FMS Team has a complete injection mold and injection molding cost analysis process, and we are very willing to share with those who are looking for injection mold suppliers, injection molding suppliers and those interested in the plastic mold industry to help you evaluate a correct quotation for your project:
Plastic Injection Mold Cost Analysis:
Mold price = material cost + design cost + processing cost and profit + VAT + tryout cost + packaging and transportation cost
The typical ratio of injection molds is:
Material cost:the ratio of materials and standard parts accounts for 15% – 30% of the total cost;
Processing costs and profits: 30% – 50% of the total cost ;
Design cost: 10% – 15% of the total cost;
Tryout: large and medium molds are controlled within 3% of the total cost and small precision molds are controlled within 5% of the total cost;
Packaging and transportation costs: follow actual calculation or 3% of the total cost;
VAT: 17%
Injection Molding Cost Analysis:
Injection molding part cost = plastic material cost + processing cost + packaging cost + transportation cost
Material cost =
Among them, the loss of plastic materials is generally 3% -5%; the weight of general products of debugging materials is reduced, and the weight of normal waste products is 5000g – 15000g.
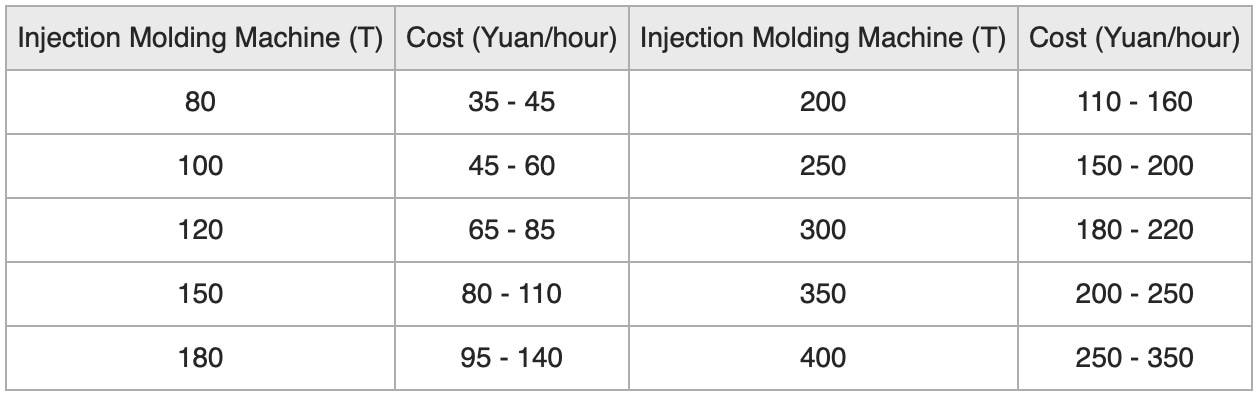
Depending on the tonnage of injection molding machines (made in China). Injection molding machine processing costs are different:
Injection Molding Cost Calculation:
Product unit price = material cost + processing cost
Material cost = (actual weight + loss weight) * material unit price
Processing cost = molding cycle * price (s) ÷ cavity number (meaning the price of each part)
Increase packaging costs for special packaging requirements.
About RFQ
When you need to send RFQ to your potential suppliers, you should try to share as much information as possible about this project with them, so that they can provide you with quotations that meet the requirements of their company:
Mold Project information
First of all, the product data is preferably 2D or 3D data in standard format, (3D data is the most popular) and the molding material you require, mold steel, mold cavity number, mold life, annual productivity, molding cycle, mold design standard, etc. .
What is your target price?
Cost control can be achieved by eliminating unnecessary design or non-value added projects. Suppose you need 20,000 plastic parts. Do you need these plastic parts to maintain the use of this project? Or the first stage needs 20,000, the next stage needs more? The injection molding supplier/mold manufacturer will provide different solutions according to your different requirements.
Schedule
Let the mold manufacturers know the production schedule, so that they can plan production well, nothing is hasty or backward.
When do you submit samples? / When do you submit the first molded parts for testing? / When do you start mass production?
Product appearance requirements
Product appearance requirements can affect the design of the injection mold, such as gate location, parting line or insert, ejection, etc. Your supplier will need this information to determine the most economical mold design.
Molding material
The choice of molding material depends on the requirements of the plastic parts. Please tell your supplier in detail about your requirements for injection molded parts so that your injection molding plant should be able to propose alternative materials to reduce the cost of plastic parts.
The final quantity required for this product
This is a very important message for every supplier, it will affect the manufacturing cost of injection molds, the cost of plastic parts.
In addition to utilizing cost calculation tools, manufacturers can employ several strategies to optimize injection molding costs:
Design Optimization: Collaborating with experienced design engineers to optimize part geometry, wall thicknesses, and other design features can significantly reduce material usage and simplify the molding process. Simplified designs often result in shorter cycle times and lower tooling costs.
Material Selection: Choosing the right material is crucial for balancing performance requirements and cost-effectiveness. Manufacturers should consider factors such as material properties, price, and availability when making material selections. In some cases, using alternative materials or recycled resins can provide cost savings without compromising part quality.
Mold Optimization: Investing in high-quality, well-designed molds can lead to long-term cost savings. Molds with optimized cooling channels, proper venting, and efficient ejection systems can reduce cycle times and minimize production defects. Additionally, exploring multi-cavity molds or family molds can increase production efficiency and reduce per-part costs.
Process Optimization: Continuously monitoring and optimizing the injection molding process can yield significant cost savings. This includes fine-tuning machine parameters, minimizing scrap and waste, and implementing lean manufacturing principles. Regular maintenance and calibration of injection molding machines also contribute to improved efficiency and reduced downtime.
By understanding the key components of injection molding cost calculation and leveraging available tools and strategies, manufacturers can make informed decisions and optimize their injection molding projects for cost-effectiveness. Accurate cost estimation, coupled with proactive cost optimization efforts, enables businesses to remain competitive in the market and deliver high-quality parts at competitive prices.
To streamline the injection molding cost calculation process, manufacturers can leverage various tools and resources. These tools help in estimating costs accurately and exploring cost-saving opportunities.
Injection Molding Cost Calculators: Online cost calculators, such as the one offered by Phasio, provide a user-friendly interface to input project parameters and obtain cost estimates. These calculators consider factors such as part geometry, material choice, and production volume to generate accurate cost projections.
Material Databases: Comprehensive material databases provide information on the properties, pricing, and availability of different plastic resins. These databases assist in selecting the most suitable and cost-effective material for the specific application.
Design for Manufacturing (DFM) Tools: DFM tools analyze part designs and provide recommendations for optimizing manufacturability and reducing costs. These tools help identify design features that may increase production complexity or require additional tooling, allowing manufacturers to make informed design decisions.
For enterprises with the equipment and tools for injection molding, choosing to create molds in-house could be the least expensive option if the technical know-how is also available. If the tools needed for injection molding are not readily available, then outsourcing reduces the cost associated with developing a mold.
Simple low-volume 3D printed molds can be produced on an (SLA) resin 3D printer for as little as $100. An aluminum mold for a mid-volume production run of approximately 1,000-5,000 units falls within the range of $2,000 to $5,000. For molds with more complex geometries and primed for larger production runs of approximately 10,000+ units, the cost of mold can range from $5,000 to $100,000.
Injected Material Cost
A wide variety of plastics can be used for injection molding depending on the requirements of the final parts, including ABS, PS, PE, PC, PP, or TPU.
The cost of purchasing materials for molds differs according to the material chosen. Thermoplastic pellets cost approximately $1 to $5 per kg.
Material cost is defined by a model’s design, the material chosen, and the amount of material used to execute the injection molding process.
Labor or Service Costs
The equipment associated with injection molding is generally self-regulating and relies on automation to get the job done. CNC machines, EDM machines, and industrial 3D printers rely on the specifications of the CAD design to produce a mold. The injection molding machine also relies on automation to inject materials into the mold, and industrial IM machines often cool and eject the finished item autonomously.
Labor costs include:
Setup/configuration cost: The setup labor focuses on the time taken to configure the utilized equipment to produce the mold and the finished product.
Repair cost: Repair and maintenance tasks involve the replacement of defective parts and the use of tools to execute the maintenance process.
Monitoring costs: Despite the reliance on automation, equipment operators are expected to monitor the progress of the injection molding process. Operator wages accrued during the process are added to the total cost of injection molding.
When producing in-house, these costs are calculated into the labor costs. When a business outsources injection molding, the labor and the markup of the service provider are added to the service cost.
Equipment Costs
Special-purpose machines are used for injection molding that can range from smaller desktop injection molding machines that businesses can use in-house to large industrial injection molding machines that are mostly operated by service providers, contract manufacturers, and large manufacturers.
Producing low volumes of parts with injection molding is the most cost-effective with smaller desktop injection molding machines and 3D printed molds. If you are new to injection molding and are looking into testing it with limited investment, using a benchtop manual injection molding machine could be a good option. Automated small-scale injection molding equipment are good alternatives for medium-series production of small parts.
Large industrial injection molding machines can cost anywhere from $50,000 to $200,000+. These machines also come with more stringent facility requirements and require skilled labor for operation, maintenance, and monitoring. As a result, unless injection molding is a core competence, most enterprises outsource mass production to service providers and contract manufacturers, in which case the equipment costs are included in the service costs.
Variables that impact the injection molding process and directly relate to the injection mold costs include:
Part size: The larger the item or part to be molded, the larger its mold will be to accommodate the part. Larger parts tend to require more injected materials to complete production cycles. Larger mold designs usually come at an increased cost compared to fabricating the same design but with smaller dimensions.
Part design: Complex part designs with intricate geometries require complex molds to execute the project. Mold designs usually have 2 sides: sides A and B. Side A, also known as the cosmetic side, is usually the side seen by the user. Side A is expected to be smooth and aesthetically pleasing. Side B contains the hidden structures that support the usage of the part. Side B structure may include ribs, bosses, etc., and its finish is usually much rougher than that of Side A. Molds with complex Side A and Side B designs are generally more expensive to fabricate compared to simpler molds. Complex designs that feature undercuts might also require sliding side-actions and cores, increasing the cost of the mold.
Production volume: The number of items to be produced using injection molding determines the production technology and the quality of material to use when creating the mold. Low volume projects might require 3D printed or lower-grade machined aluminum molds, while large production volumes will require high-grade steel molds or even multiple molds to manage the process without wear and tear affecting the quality of produced items. This affects the cost of the mold, but of course, the increased cost of high volume molds is distributed among more parts, which normally leads to a lower per part cost.
Part volume and cavities: Part volume refers to the cavity size of a mold. The more cavities or cavity volume a mold requires the longer the press time. Increased press time slows down the production process which leads to increased cost.
Other variables that impact the injection molding process and directly relate to the injection mold costs include:
Part size: The larger the item or part to be molded, the larger its mold will be to accommodate the part. Larger parts tend to require more injected materials to complete production cycles. Larger mold designs usually come at an increased cost compared to fabricating the same design but with smaller dimensions.
Part design: Complex part designs with intricate geometries require complex molds to execute the project. Mold designs usually have 2 sides: sides A and B. Side A, also known as the cosmetic side, is usually the side seen by the user. Side A is expected to be smooth and aesthetically pleasing. Side B contains the hidden structures that support the usage of the part. Side B structure may include ribs, bosses, etc., and its finish is usually much rougher than that of Side A. Molds with complex Side A and Side B designs are generally more expensive to fabricate compared to simpler molds. Complex designs that feature undercuts might also require sliding side-actions and cores, increasing the cost of the mold.
Production volume: The number of items to be produced using injection molding determines the production technology and the quality of material to use when creating the mold. Low volume projects might require 3D printed or lower-grade machined aluminum molds, while large production volumes will require high-grade steel molds or even multiple molds to manage the process without wear and tear affecting the quality of produced items. This affects the cost of the mold, but of course, the increased cost of high volume molds is distributed among more parts, which normally leads to a lower per part cost.
Part volume and cavities: Part volume refers to the cavity size of a mold. The more cavities or cavity volume a mold requires the longer the press time. Increased press time slows down the production process which leads to increased cost.
While injection molding may seem costly compared to processes like CNC machining and 3D printing, the ability to scale and manufacture thousands of parts makes it a cost-effective solution for mass production. Determining the cost of injection molding is a combination of several factors. The main determinant of molding cost is the amount of time it takes to produce the tooling. This means, the more complex the part’s geometry, the higher your manufacturing costs will be. Simple parts, without undercuts or more advanced surface finishes, will be the most affordable.
Undercuts can complicate and, in some cases, prevent part ejection, so eliminate them if possible.
In addition to per-unit costs, consider the material. Many plastics overlap in strength and functionality, but some are inherently easier to mold, driving down part costs. You can experiment with different materials in the interactive quote you receive when you upload your design to Protolabs.
Here are 11 injection molding design considerations to stretch your manufacturing dollar:
1. Eliminate undercuts 2. Get rid of unnecessary features 3. Use a core cavity approach 4. Reduce cosmetic finishes and appearances 5. Design self-mating parts 6. Modify and reuse molds
7. Pay attention to DFM analysis 8. Use a multi-cavity or family mold 9. Choose on-demand production option 10. Consider part size 11. Use overmolding
Injection molding is one of the leading processes for manufacturing plastics. It is widely used for mass-producing identical parts with tight tolerances. It is a cost-effective and extremely repeatable technology that yields high-quality parts for large series production.
It is a fast, intensive process where high heat and pressure are involved to inject molten material inside a mold. The molten material depends on the scope of the manufacturing project. The most popular materials are various thermoplastics, such as ABS, PS, PE, PC, PP, or TPU, but metals and ceramics can be injection molded as well. The mold consists of a cavity that accommodates the injected molten material and is designed to closely mirror the final features of a part.
Normally, the main cost driver in injection molding is the cost of the mold, also known as the tooling cost. The cost of designing and building a mold depends on the required production volume, the complexity of the part design, mold material, and the process used to create the mold.
Simple low-volume 3D printed molds can cost as little as $100, while the cost of designing and manufacturing complex molds for high-volume production may hit the $100,000 mark. Despite the considerable fixed start-up costs, the injection molding process has low variable costs due to the inexpensive thermoplastics materials, short cycle times, and the labor needs decrease progressively due to automation and economies of scale. This means that the variable costs of production are low and the process becomes more efficient and the cost per part decreases at higher volumes as the costs get distributed among hundreds or thousands of parts
First, it’s important for you to know that the various costs involved in plastic injection molding can be broken down into two categories: 1) the one-time cost for injection mold tooling and 2) the cost of manufacturing your production parts.
Factor #1: Part Complexity
The most significant factor that determines the initial mold tooling cost is the complexity of the part that is being produced. Plastic injection molded parts with a lot of sharp corners, thin ribs, or undercut features will generally be more expensive to make tooling for.
If the locations of sharp corners prevent the use of a round cutter for machining the mold features, they will require a secondary machining process called EDM machining (electrical discharge machining). Likewise, rib features that require machining deeper than 1/2 inch and thinner than 1/16 inch into the mold can also require secondary EDM machining.
Undercut features on plastic part designs will always increase the cost of the plastic injection molds. Undercuts force costs into the mold design time and machining time. They can also sometimes require the molds overall size to become larger to accommodate the space needed for the “side actions” (moving parts) that form the undercut features.
Factor #2: Mold Construction
There is a wide variety of injection mold construction methods for different part shapes, and many different reasons why they all have a place at the table in the injection molding industry. But, you can simplify these methods into two groups: “Insert molds” and “free standing molds”. Click here to learn more about each type.
From a general cost point of view, insert style molds will cost significantly less than free standing molds.
how much does injection molding cost
Within a mold’s construction, there are many different styles of side actions that are used to release plastic parts with undercuts during the part ejection process. The lowest cost side action method, and used by many of our competitors, is frequently called a “hand load” in our industry. Hand loads are loose parts of the mold that get ejected from the mold along with the part, are manually removed from the part, then re-inserted into the mold every molding cycle.
Hand loads are a low-cost tooling option to deal with undercut part features in the mold, but they increase part cost and can lead to inconsistent part quality. At MSI. we prefer to use “automatic” side actions in our molds because they allow for a faster and more consistent injection molding process, which then gives our customers better parts for a lower cost.
Injection molds with automatic side actions do carry a higher cost to make than hand load molds, but for any production quantities higher than a few hundred pieces. the payback in part cost savings will generally wash out the added overhead cost.
Factor #3: Number of Part Cavities
The number of part cavities within the mold will directly affect the price of the mold. Parts that only require a low quantity of parts per customer order will be constructed as a one cavity mold to produce only one part per machine cycle, and parts with a high quantity of parts per customer order might be constructed as a two, four, or eight cavity mold producing several parts per machine cycle.
Multi-cavity molds will certainly cost more than single cavity molds, however, keep in mind that part pricing will have an inverse relationship to mold cost when considering mold cavitation and a projects total overall cost.
Factor #4: Part Size
The size of a plastic part is directly related to the mold size that is required to produce the component. Larger molds require larger amounts of building space, larger and more expensive CNC machinery and equipment to work on them, etc.
However, in some cases there can be some crossover of the cost-to-size relationship. For example, a small injection mold with a very complex design can sometimes cost more than a larger injection mold with a very simple design.
Summing Up Tooling Costs
So, when estimating the total tooling cost, keep in mind: the complexity of the part you want to create, whether you want an insert mold or free standing mold, how many cavities you need, and the size of your part. Please keep in mind that this is just one cost. As previously mentioned, there are two costs associated with plastic injection molding: the tooling cost and the actual production cost.
Production Costs
Now that you better understand tooling costs, let’s break down what’s involved in producing your component after the mold has been made.
Factor #1: Material Choice & Part Weight
The plastic material selection you make for your plastic part is not only critical to the part’s function, but also plays a huge role in its cost to manufacture. Raw plastic material cost can range in price from $1 per pound to $25 per pound. So, care should be taken in plastic part design to minimize weight when possible.
Choosing the correct plastic type can also help you achieve faster cycle times or production rates of your parts. For small parts, the cost of the material has a small effect on the unit price and the production rate has a large effect. On larger, heavier parts, the cost of the material has a large effect on the unit price along with the production rate.
When estimating this cost, keep this equation in mind:
Material Part Cost = Plastic Material Price x Part Weight (lbs)
Factor #2: Cycle Time & Mold Cavities
“Cycle time” is a term used in our industry for both injection molding and CNC machining. In simple terms, it is the amount of time required for a machine to complete one production cycle. The total injection molding cycle time is made up of the following steps:
Mold closing time
Injection fill time
Injection pack/hold time
Cooling time
Mold opening time
Part ejection or take out time
Re-cycle time (which would only apply when parts must be ran in a semi-automatic mode with a machine operator)
Factor #3: Non-Material Related Costs
Let’s start with the machinery and equipment. Today’s high-tech servo driven injection molding machinery is very expensive. The tonnage size rating of the machine and its surrounding support equipment will determine the overall capital investment required to run production. Small tonnage machine sizes are used for running small molds and small parts, and large tonnage machines are needed to run large molds with large parts.
Even a small injection molding machine along with its support equipment will cost near $100,000 and very large machines will cost millions of dollars. It also follows that the machinery has a finite effective lifecycle because it wears out and also loses its advantage to newer technology over time. Knowing the cost being the capital investment in machinery divided by its effective lifecycle, it’s easy to understand that translates into an hourly operational cost of ownership of the equipment.
Secondary to the capital equipment costs discussed above would be a combination of fixed and variable costs, including the rent on manufacturing space, electrical power usage, etc. Through simple math, these costs are also very easy to drill down into an hourly operational cost.
The sum of all non-material related hourly costs combined and calculated out with a profit margin will become what is known as “machine rate” in our industry.
Finally, here is how the simple non-material related cost of an injection molded part is determined by cycle time:
The number of units produced per hour = (3600 sec / cycle time sec) x number of mold cavities
Non-Material Part Cost = Machine Rate per hour / # of units produced per hour
Since machine rates are all very competitive across the injection molding industry, cycle time and number of cavities in the mold are two significant determining factors in the total cost of a plastic molded part.
Factor #4: Packaging & Extras
Commonly requested items like the following can increase the cost of injection molded parts:
Layer Packing / Cell Packing / Poly Bagging / Retail Packaging / Plating / Painting / Pad Printing / Secondary Machining / Summing Up Production Costs
To better estimate the total production costs, you must first understand what type of material you’re using and how much (in pounds) you need to produce your part. Next, you’ll need to factor in the cycle time, equipment costs, facility rental fees, electricity, and post-production packaging.
As your product moves into production, injection molding costs can start to feel like they’re adding up at a rapid pace. Especially if you were prudent in the prototyping stage, drawing on rapid prototyping and 3D printing to manage your costs, it’s natural to feel a bit of “sticker shock” once those production quotes start to surface. From tooling creation to machine setup and production time, the remaining steps in bringing your product to market are likely to represent a large portion of your overall investment.
This is not to say that there aren’t ways to reduce injection molding costs, however. In fact, a number of best practices and tips are available to help you manage your costs with no sacrifice in quality. What’s more, many of these efficiencies dovetail or overlap with design best practices, resulting in a better overall product.
As you look into ways to reduce your injection molding costs, keep a few items in mind:
Not all of the below will necessarily apply to your project, and other best practices may also be available that aren’t listed here.
There are two main areas where costs can be reduced: investment costs (such as the production of your mold), and per-part costs.
Design for efficiency. In this case, we’re talking about production efficiency: making your part as easy as possible to produce, package and fulfill — while minimizing errors. This means following design best practices such as adding appropriate draft (or angle taper) to your parts for easier ejection, rounding corners, keeping walls sufficiently thick, and generally designing your product to take advantage of how the molding process works. With efficient design, your overall cycle times will be shorter, reducing the machine time for which you pay, and your number of discarded parts due to production or ejection error will be lower, saving you wasted time and material.
Analyze the structural requirements. Before moving to production, it can pay dividends to closely analyze the structure of your part to determine which areas are most critical to its function and quality. When you take this in-depth look, you may find areas where a gusset or a rib provides the strength you need, rather than a completely solid area. These types of design modifications, taken as a whole, can improve the structural integrity of your part while making it easier to produce. Plus, with lower part weights, your finished product will be more cost-efficient to ship, store and fulfill.
Reduce solid part areas. To further expand on the above concept, reducing solid part areas in favor of more hollow sections with carefully planned and placed supporting elements can yield big dividends to your bottom line. Designing a gusset instead of a solid inner wall, for instance, uses a significantly less amount of resin, adding up to big savings in your upfront material investment. Just be sure that you aren’t sacrificing quality in the interest of material efficiency, or else any potential savings will be wiped out by part failures.
Use core cavities when possible. When designing hollow box- or cylinder-shaped pieces, mold design and configuration can make a big difference in the efficiency and cost of both mold production and your part production process. For those types of hollow shapes, “core cavity” design provides a smart solution. “Core cavity” means that, instead of creating a mold half with deep, narrow walls to create the hollow portion, the tool is machined around the cavity shape. It’s a much less intricate design with less margin for error, and material flow will be significantly easier during the production process.
Suit the material to your part needs. Unless you’re designing a part for use in harsh environments such as extreme hot or cold, or for special-grade uses such as medical or food, material choice is often interchangeable. Rarely will you need to select a “Cadillac”-grade resin for a general-use part; and picking a lower cost material that can still suit your needs is an easy and effective way to lower your overall costs. A simple analysis of use cases for your product, along with quality requirements and your target market, can help you choose the right material for your price point.
Simplify as much as possible. We mentioned design for production efficiency above, and this is a similar yet distinct point. When simplifying your product design, eliminating any unnecessary elements, you can start to see savings in tooling costs, setup and production efficiency. Embellishments such as engraved or embossed company logos, built-in textures and finishes, and unnecessary design flourishes or elements may appear to make your part stand out, but it’s worth it to question whether the additional production costs are worth it. Especially for commodities, it’s much wiser to focus on quality and efficiency to provide a well-made yet cost-effective product for buyers, rather than attempting to differentiate yourself with design elements that don’t impact part performance.
Only add processes when needed. Much as textured or otherwise customized part finishes shouldn’t be designed into the mold unless necessary, other finishing processes should also be avoided unless they are integral to the function and purpose of your product. For instance, many resins do not possess an attractive finished color, so you may be tempted to paint or otherwise “dress up” the finished product. Unless aesthetic appearance is a critical quality for your end user, however, the time and cost of this added process is often not worth the investment. The same goes for processes such as sandblasting or other appearance-focused methods.
Get as many pieces as you can from your tool. Here, we’re talking about lowering your per-part costs, which can help you amortize the cost of your mold across a greater quantity, while driving down your overall investment by creating efficiencies in the production process. When you’re able to create, for instance, a mold with six shots instead of just two shots, you increase your production speed exponentially, create less wear and tear on your mold, and are able to get to market more quickly. In some cases, you may even be able to lower your tooling cost by choosing a more inexpensive material, since with more shots, the mold is undergoing fewer cycles to produce the same quantity of parts.
Making an injection mold is all about machining the raw metal blanks into components with desired precision, and putting them together to form a complete mold. Some mold components are moveable so in the manufacturing process, the plastic parts can be formed, cooled, solidified, and then get ejected from the mold.
With that being said, we can break down the mold cost like follows:
Mold design: A proper mold design plays an important role. In order to avoid possible molding flaws, the designer needs to have experience in manufacturing similar parts, and the knowledge of versatile plastic materials. For more demanding or complicated plastic parts, a mold flow analysis will be done for the fine tune of the mold design., although the computer-aided mold flow analysis is not necessarily more powerful than human experience. A mold design fee usually ranges from one hundred to several thousand dollars
Material: This is the most important part of total mold cost. The final mold price will usually be 3 to 5 times the material cost.
The injection mold mainly consists of several metal pieces. The material costs will be the sum of material price ($/kg) multiply their weights (kg).
The material costs should also include the electrode for EDM and accessories like eject pins, cylinders, cooling pipes and connectors.
Different mold steel varies much in price. This choice is based on production volume, the chosen plastic material, surface quality requirement, and of course, the budget limitations.
It is a bit difficult for you to calculate the material cost by yourself. You may ask 2 of your suppliers to send the cost breakdown for cross-reference, and use the mold design drawing for self-checking.
Machining: This is usually the biggest portion of the total costs. 2 typical machining processes are CNC machining and electrical discharging (EDM). The machining cost is calculated by the hourly rate to multiply the machining time (For example, 15 hours of CNC milling x $8/hour = $120.).
Assembly: The machined components are not ready for proper functioning in the mold yet, they need to be hand-worked, like filing, polishing, grinding, any kind of fine-tuning of dimensions and geometry for an ideal fit. The assembly process will usually take days or weeks. The assembly cost is also calculated by the hourly rate to multiply the total hours used for the assembly work. (In the below table, it is 10 hours of assembly x $8/hour = $80)
Tax and profit: Except for the tax and other overhead fees, a reasonable profit margin should be around 15-30%. Sometimes it may be a little higher for more challenging jobs, the extra profit is for the risk (uncertainty) the mold maker is going to take. Remember the mold manufacturer is responsible for delivering the final result, which is the injection mold that can smoothly produce the plastic parts with good quality, but not merely making a mold that ends up with any sort of molding flaws.
No two custom injection molding projects are the same, so working with someone that understands all the aspects of part design and manufacturing is important. the breakdown of injection molding cost:
Prototyping
You might want to test your concept with a prototype to make sure that it fits and functions well. The cost of a prototype for injection molding depends on two things: the completeness of the design and the size of the part being designed.
If a design is flawless, it will likely be easy to get a prototype 3D-printed. On the other hand, if a lot of design work is needed before it can be printed, designing could be the most expensive part of the process. Here are a few scenarios that illustrate this:
For a small part (1” square) with a good design, the prototype can be done for under $100.
A concept for that same part but with no design could cost around $2,000 for design work and under $100 for the prototype.
For a large part (24” square) with a good design, the prototype could cost around $2,000.
A concept for that same part but with no design could get up to $10,000 for design work and $2,000 for the prototype.
Mold & Size
When the part is ready for the manufacturing process, the plastic mold needs to be built. One of the biggest drivers of cost is the size of the part. If a part is bigger, it’s going to require more material, tooling, and time to build the injection mold.
In looking at parts with simple designs, a small part with simple design could have an injection mold cost between $10,000 – $20,000. A small part with no design work could have the same mold cost with $2,000 added for design.
For large parts with a simple design, the mold could cost between $30,000 – $100,000. If the part is large but has no design work, it will have an additional $10,000 added for design.
Complexity
Similarly, the more complex the part is, the more time it takes to make the plastic injection mold – and, well, time is money. Some parts may require cams, lifts, or core pins, which are additions to the custom injection mold that help achieve certain features a part may require. If the part has a higher volume, the mold would require more cavitation (parts molded per cycle) which adds to the molding cost and parts handling equipment (conveyors, chutes, bowl feeders, robots, etc.).
In addition, if the demand for a part is very high (hundreds of thousands of pieces), a multi-cavity tool may be required which also increases the cost.
In looking at parts with complex designs, a small part with complex design could have a mold cost between $20,000 – $40,000 . A small part with no design work could have the same mold cost with $2,000 added for design.
Resin
With over 100 different varieties of resin, it can be difficult to determine which one is best for your plastic part. Once we understand the characteristics that the part requires and the end use of the part, we can help you narrow down choices and choose the ideal plastic material for it.
Durable against high temperatures or low temperatures
Commodity grade resins are typically less expensive than engineering grade resins. However, engineering grade resins will likely be able to withstand extreme temperatures and friction better than commodity resins. Understanding the purpose and function of the part will ultimately determine the best material for it.
Additional Services
There are services that you might want in addition to the creation of the mold and the part.
In-mold decorating allows for colorization, stylization, and other effects to be added during the molding process.
Pad printing allows for two-dimensional images to adhere to three-dimensional molded part.
Plastic packaging can be designed and created specifically for your product.
Assembly can be conducted for complex parts.
Turnkey Plastic Injection Molding
A turnkey injection molder, like Pioneer Plastics, are full-service manufacturers who build the mold and handle the injection molding process. Keeping the part in-house from beginning to end makes the process more time-efficient and cost-efficient.
There are several main cost drivers with injection moulding projects. Consequently, you can apply general best practices to reduce the costs of injection moulding projects whilst still producing high-quality parts.
Larger production runs benefit from economies of scale which reduces unit costs. However, larger production runs may not be suitable depending on budgets and requirements as they often result in surplus stock and waste. This guide analyses the key influencers that affect the cost of injection moulding projects and offers cost-saving solutions throughout the injection moulding process.
Injection moulding machine costs are determined by various factors, including:
Complexity of design / Material type / Part size / Cycle time / Surface finishes and tolerances of the finished product / Shipping and logistics
Injection molding is one of the leading processes for manufacturing plastics. It is widely used for mass-producing identical parts with tight tolerances. It is a cost-effective and extremely repeatable technology that yields high-quality parts for large series production.
It is a fast, intensive process where high heat and pressure are involved to inject molten material inside a mold. The molten material depends on the scope of the manufacturing project. The most popular materials are various thermoplastics, such as ABS, PS, PE, PC, PP, or TPU, but metals and ceramics can be injection molded as well. The mold consists of a cavity that accommodates the injected molten material and is designed to closely mirror the final features of a part.
Normally, the main cost driver in injection molding is the cost of the mold, also known as the tooling cost. The cost of designing and building a mold depends on the required production volume, the complexity of the part design, mold material, and the process used to create the mold.
Simple low-volume 3D printed molds can cost as little as $100, while the cost of designing and manufacturing complex molds for high-volume production may hit the $100,000 mark. Despite the considerable fixed start-up costs, the injection molding process has low variable costs due to the inexpensive thermoplastics materials, short cycle times, and the labor needs decrease progressively due to automation and economies of scale. This means that the variable costs of production are low and the process becomes more efficient and the cost per part decreases at higher volumes as the costs get distributed among hundreds or thousands of parts.
Injection molding is one of the leading processes for manufacturing plastics. It is widely used for mass-producing identical parts with tight tolerances. It is a cost-effective and extremely repeatable technology that yields high-quality parts for large series production.
It is a fast, intensive process where high heat and pressure are involved to inject molten material inside a mold. The molten material depends on the scope of the manufacturing project. The most popular materials are various thermoplastics, such as ABS, PS, PE, PC, PP, or TPU, but metals and ceramics can be injection molded as well. The mold consists of a cavity that accommodates the injected molten material and is designed to closely mirror the final features of a part.
Normally, the main cost driver in injection molding is the cost of the mold, also known as the tooling cost. The cost of designing and building a mold depends on the required production volume, the complexity of the part design, mold material, and the process used to create the mold.
Simple low-volume 3D printed molds can cost as little as $100, while the cost of designing and manufacturing complex molds for high-volume production may hit the $100,000 mark. Despite the considerable fixed start-up costs, the injection molding process has low variable costs due to the inexpensive thermoplastics materials, short cycle times, and the labor needs decrease progressively due to automation and economies of scale. This means that the variable costs of production are low and the process becomes more efficient and the cost per part decreases at higher volumes as the costs get distributed among hundreds or thousands of parts.
Free trade and globalization have encouraged American businesses to move their manufacturing facilities overseas, where they can employ less expensive labor which greatly reduces the cost of manufacturing.
China has advantages when it comes to manufacturing over other Asian countries. One reason for this is the experience and education the country has in delivering products that adhere to the rigorous standards that are required by both western legislation and consumers.
Many retailers are growing less dependent on brand names; this is partly due to their suppliers demanding and receiving good value from Chinese suppliers. When a retailer has two products of equal specifications and one is considerably cheaper, he can provide great value to the end customer by choosing the less-expensive product. Many large, well-known American retailers are thus no longer willing to pay premiums for brand-name products when they can get products of equivalent quality for less money.
China’s low product and labor costs are well known; its advantages in services are often underestimated. Today, when a small or medium-sized importer needs labor-intensive, value-added services, Chinese suppliers and logistics service providers are capable of responding. Since Chinese labor costs a fraction of US labor, it is worth examining whether a particular service can be performed in China.
Regardless of your industry and the injection-molded products you decide to mold in-house, the parameters and rules remain the same. Manufacturing plastic injection molded components in-house as part of a customer’s end product can prove to be a major challenge from an efficiency, quality and cost perspective.
Most companies who successfully outsource plastic injection mold tooling to China have been doing it for many years and although it requires good management control, the total cost reduction is substantial.
The plastic material selection you make for your plastic part is not only critical to the part’s function, it also plays a huge role in its cost to manufacture. Raw plastic material cost can range in price from $1 per pound to $25 per pound. So, care should be taken in plastic part design to minimize the weight of the part when possible.
Choosing the correct plastic type can also help achieve faster cycle times or production rates of your parts to reduce overall costs. For small parts the cost of the material has a small effect on the unit price and the production rate has a large effect. On larger heavier parts the cost of the material has a large effect on the unit price along with the production rate.
$ Material Part Cost = $ Plastic Material Price x Part Weight lbs
Cycle Time and Mold Cavities
“Cycle time” is a term used in our industry for both injection molding and CNC machining. In simple terms it is the amount of time required for a machine to complete one production cycle. The total injection molding cycle time is made up of the following steps:
mold closing time / injection fill time / injection pack/hold time / cooling time / mold opening time / part ejection or take out time / re-cycle time (which would only apply when parts must be ran in a semi-automatic mode with a machine operator)
So how does cycle time relate to part cost? Let’s discuss the primary sources of the non-material related costs for injection molding.
Non-Material Related Costs
Let’s start with the machinery and equipment. Today’s high-tech servo driven injection molding machinery is very expensive. The tonnage size rating of the machine and its surrounding support equipment will determine the overall capital investment required to run production. Small tonnage machine sizes are used for running small molds and small parts, and large tonnage machines are needed to run large molds with large parts.
Even a small injection molding machine along with its support equipment will cost near $100,000 and very large machines will cost millions of dollars. It also follows that the machinery has a finite effective life cycle because it wears out and also loses its technological advantage to newer technology over time, just like everything these days. Knowing the cost being the capital ($) investment in machinery divided by its effective life cycle (time), it’s easy to understand that translates into an hourly operational cost of ownership of the equipment.
Secondary to the capital equipment costs discussed above, would be a combination of fixed and variable costs like a factor for rent on manufacturing space, electrical power usage, etc. Through simple math these costs are also very easy to drill down into an hourly operational cost.
The sum of all non-material related hourly costs combined and calculated out with a profit margin will become what is known as “machine rate” in our industry.
Finally, here is how the simple non-material related cost of an injection molded part is determined by cycle time:
The # of units produced per hour = (3600 sec / cycle time sec) x number of mold cavities
$ Non-Material Part Cost = $ Machine Rate per hour / # of units produced per hour
Since machine rates are all very competitive across the injection molding industry, cycle time and number of cavities in the mold are two significant determining factors in the total cost of a plastic molded part.
Packaging and Extras
Two more items that can really have a big pricing effect on a molded part are packaging and extra operations.
Injection molding is one of the leading processes for manufacturing plastics. It is widely used for mass-producing identical parts with tight tolerances. It is a cost-effective and extremely repeatable technology that yields high-quality parts for large series production.
It is a fast, intensive process where high heat and pressure are involved to inject molten material inside a mold. The molten material depends on the scope of the manufacturing project. The most popular materials are various thermoplastics, such as ABS, PS, PE, PC, PP, or TPU, but metals and ceramics can be injection molded as well. The mold consists of a cavity that accommodates the injected molten material and is designed to closely mirror the final features of a part.
Normally, the main cost driver in injection molding is the cost of the mold, also known as the tooling cost. The cost of designing and building a mold depends on the required production volume, the complexity of the part design, mold material, and the process used to create the mold.
Simple low-volume 3D printed molds can cost as little as $100, while the cost of designing and manufacturing complex molds for high-volume production may hit the $100,000 mark. Despite the considerable fixed start-up costs, the injection molding process has low variable costs due to the inexpensive thermoplastics materials, short cycle times, and the labor needs decrease progressively due to automation and economies of scale. This means that the variable costs of production are low and the process becomes more efficient and the cost per part decreases at higher volumes as the costs get distributed among hundreds or thousands of parts.
Injection molds are subject to thousands of pounds of pressure every cycle. As a result, the molds must be made from very strong materials that can withstand repeated use without deforming. The most common choice for injection molds is steel, with the grade of steel determined by the number of parts to be produced and the material to be injected into the mold. (For example, a fiberglass filled material causes a lot of wear when injected, so the mold would need to be made from a higher grade of steel.)
Another factor that determines injection mold costs is the complexity of the part to be produced. The more complex your part, the more complex and costly the mold. And once made, molds are difficult and many times impossible to modify, removing your ability to modify the design.
Saving costs on manufactured parts is not rocket science. Therefore, you can reduce your injection molding costs without compromising the quality of your produce. The following tips will save you some dollars while working on your molding designs:
1. Avoid Unnecessary features
In most cases, molded part numbers, textured surfaces, and company logos are unnecessary for your designs. They consume extra polymer resin, which will add up to your injection molding costs. However, in some cases like military applications and aerospace, permanent part numbers may be required and cannot be omitted. However, there’s are still ways around that.
You can still save cost by using a mill-friendly font like Arial, Century Gothic Bold, or Verdana (san-serif fonts). To further save cost, you need to do more than opting for these fonts is. You shouldn’t go deeper than 0.010 or 0.015-inch maximum. Going deeper will require more resin, and that is not economical. You should keep your font above 20 pt so that they are legible enough to read. You could use our design guide to check if your design is a good fit for production
2. Only use cosmetics when required
Putting beautiful finish touches on your parts is nice, but some cosmetics should be avoided to save cost. You’ll spend some extra dollars by using EDM, bead blasting, high mold polish, etc., for your design, whereas, in some cases, they are not essential. If they are not needed, you should avoid using them to save cost. However, if you must polish the parts, you can still save cost by polishing half of the mold or the small area needed instead of polishing the entire body.
3. Mold mods
You can re-machine an existing mold to suit your new need instead of purchasing a new one. This process might be complicated, though, but if well done, it’ll save you some dollars, thereby reducing your injection molding tooling cost. Purchase the needed parts, and replace the old parts with them. That way, you’ve upgraded your machine to meet your new need without purchasing a new one.
4. Choose a suitable mold size
You can save yourself unnecessary stress and cost by purchasing a suitable mold size for your parts. Size in this regard refers to how big the pieces you want to design are and the volumes required. Some injection molds are ideal for smaller part quantities, while some are designed for larger quantities. To manage the demand volatility of your parts and leverage cost-efficient bridge tooling, you should choose a suitable mold size. This is another effective way to save injection molding costs.
With the continuous development of injection molding technology, the calculation of injection cost is also changing
While injection molding may seem costly compared to processes like CNC machining and 3D printing, the ability to scale and manufacture thousands of parts makes it a cost-effective solution for mass production. Determining the cost of injection molding is a combination of several factors. The main determinant of molding cost is the amount of time it takes to produce the tooling. This means, the more complex the part’s geometry, the higher your manufacturing costs will be. Simple parts, without undercuts or more advanced surface finishes, will be the most affordable.
Here are 11 injection molding design considerations to stretch your manufacturing dollar:
1. Eliminate undercuts 2. Get rid of unnecessary features 3. Use a core cavity approach 4. Reduce cosmetic finishes and appearances 5. Design self-mating parts 6. Modify and reuse molds 7. Pay attention to DFM analysis 8. Use a multi-cavity or family mold 9. Choose on-demand production option 10. Consider part size 11. Use overmolding
Everyone wants to save money on manufactured parts. It sounds simple, but one of the easiest ways to reduce price-per-piece cost in injection molding is by increasing part quantity. That is because the initial upfront cost to design and machine the mold amortizes over more parts.
At least to some degree, asking what plastic injection molds cost is a lot like asking, “How much is a car?” Will your mold be a Pinto or a Porsche? And don’t forget that the price of a mold is just the beginning. To determine overall plastic injection molding costs for any project, you have to consider raw material, operation, and repair costs later down the road too.
While you don’t need to know every detail about the types of molds available, it’s always a good idea to come prepared. Supplying the basics to your mold builder will help them build the best tool for your project. recommend that you find a mold maker who also has production capabilities. The company running the production won’t want to build an inadequate mold because they know they have to use it.
Injection molding is an established process wherein one may think there are no longer ways on how to alter the process given its straightforward approach. However, as you dwell deep on to plastic manufacturing, you will realize there are far more tricks to the process which will help in reducing injection molding costs or take advantage of cheap plastic molds at a high level manufacturing process.
The checklist below details the various areas of interest that you need to consider when purchasing a mold:
How many check dimensions are required on the print- this will determine the cavity complexity, as well as the part tolerances
Surface finishes which will be necessary
Number of necessary tight tolerances and their requirements
Any required functions in mold operating, such as unscrewing or lifters.
Balanced cooling requirements- these can determine tolerances.
Part resin
Number of cavities in the part, determined by tolerances and part volume required
Tool type, e.g. hotrunner, two plate, or three plate
the size and complexity of its parts,
the gating direction
the tools steel used
the mold accessories brand
an estimated cycle time
and a guaranteed lifespan.
Many factors impact the up-front cost of injection molding projects. To appropriately prioritize and invest in design and engineering processes with the most impact, working with a custom injection molder with proven experience in these areas is essential.
The cost of injection molding parts is related to many factors, but mainly to the following:
The raw materials cost. The cost could be calculated easily, just ask suppliers of raw materials for the price. After the injection molding parts plus its loss (about 3%) multiplied by the price of raw materials, the cost of raw materials can be obtained;
Injection molding cost. You should know the processing cost per hour of the different injection molding machines. Assuming: The processing cost of 100 tons plastic injection molding machine is USD 30.00 / hour, so the processing cost per minute to 0.5 USD;Now you should find out the plastic injection molding cycle time and the mould cavity number, on this case, the estimated injection cycle is 30 seconds, then 1 hour has 60×2 shots, the assumed cavity is 2,then plastic machine processing costs is 30/(60x2x2),its injection molding is USD 0.125/piece.
Secondary process costs.it includes spray / silk printing / plating, and these can be asked from the suppliers respectively.
Packaging costs. According to the injection molding part bulk, the packaging carton / packaging bags and other expenses would be calculated.
transport costs. According to the shipment cost and the loading quantity, the each part transport cost could be calculated
Personnel expenses. Because the above cost does not include the cost of the personnel, the final price should include them.
Profits: it is the real and final part you will get, you could decide according to the factory situation; normally it is 10%-20%.The others like tax…
The mold is a hi-tech product for a special purpose, as a result we should not cater to customers with low price or even selling at a loss. Instead, we should guarantee high quality and a favorable price, and put the quality, precision and service life of the mold in the first place, without overvaluing the mold cost. If you pursue low prices mold, it will be difficult to guarantee the quality, precision and service life of the mold. In the case that mold manufacturing shares the same accounting unit with product development & production, or is financially interrelated with it, its cost price should be quoted as the mold price. Mold price estimation should only include basic cost price of the mold, leaving aside other costs and the profit for the time being. Subsequently, the added value of the mold fee can be extracted from the profit as compensation after the mold is put into production. However, the quotation at this timepoint cannot be used as the actual price of the mold, but only as mold cost in the early development stage. In the future, once the product is successfully developed and profits are generated, the added value of the mold fee should be extracted and returned to the mold maker. The sum of the two forms the price of the mold. At the moment, the price of the mold may be higher than the one obtained in the first scenario, and even with a very high return rate, which is tens or hundreds of times higher than the original mold cost. Of course, it is also possible that the ROI is 0.
Many injection molding companies calculate the cost of injection molding processing based on the number of days the mold receives the order and the number of days the mold is qualified for the factory. If the mold cannot be delivered after many trials, the more days the mold is in the injection molding company, the higher the processing cost. Of course, the cost of mold inspection is also very expensive, so too many mold inspections or uncontrollable is a big blind spot for mold cost control.
There are two situations that need to be analyzed. The first is the rationality of the mold design and the choice of mold materials.
1) Mold design
In general, the design team must have experienced old designers and young engineers who have just graduated. We can’t ask young engineers to design high-level injection molding independently when they first arrive at the injection molding company. They are also experienced mold engineers. If the molds are closed, they cannot be perfect. There will definitely be some details that are not well thought out. One of the most important and effective methods is the collective review. I remember that in the 1970s, I bought a mold book written by a German about mold structure. The most influential to me is the process of making molds mentioned in the book, and the structure of the mold is discussed in detail. This has had the biggest impact on my mold career and I have benefited a lot. Now I believe that everyone has reached a consensus on this issue. At present, there are many simulation methods, such as mold flow analysis, mold structure dynamic analysis, and three-dimensional comparative analysis of test design products, which can minimize the cost increase caused by unreasonable mold design.
Second is the waste of design. If the mold user explicitly wants to produce 500 samples, it is used to open up the market. But if we design injection molding according to the life of 300,000 modules, the cost will be great and it is a waste of design.
2) Procurement of mold materials and injection molding materials
Choose a stable and reputable supplier. It would be a pity if there is a problem with the mold due to greed and cheap purchases. In fact, there are many such examples. Although the responsibility of the supplier can be pursued, the biggest loss is still the mold injection molding company and mold users.
Whether the product design is reasonable is actually the most important factor affecting the cost of injection molding. There may be many people who think that my statement is not very reasonable, so imagine that if our injection molding design is unreasonable, this may be a difficult problem for injection mold companies. Sometimes the cost of the mold may double in order to achieve the buckle on the product. Therefore, to a certain extent, rational design of the mold is the most direct and effective way to control the cost of injection molding.
Thousands of different products require a mold in order to be manufactured. Canoes are made from a mold, lawn ornaments are made from a mold, many car body parts are made from a mold, and these are just a few examples. Initiating a business that specializes in making manufacturing molds for clients is not a hard business to establish. However, there is definitely one main requirement: you or an employee must be able to design and build numerous styles of molds. Typically, molds used in manufacturing are constructed from fiberglass, so a well-vented workshop will also be a requirement for this business. Gaining clients can be as easy as purchasing a manufacturers directory and soliciting the manufacturers for mold making contracts, as molds do not last forever and have a predetermined lifespan based on the number of times they are used. The profit potential in mold making is very good, as a single mold can sell for as much as $10,000 for a small product and over $100,000 for a large product, such as a sailboat.
There is no doubt that mold quality is the basic requirement for a mold company to survive, it seems that your quality inspection equipment is not bad
your quality control process is very nice. can do a good job
Quality control is an important part in mold manufacturing
Good quality consciousness is very important for every mold maker
it seems that you have a good idea in quality control
quality is very important in mould making
Very nice post. I agree you at all, you did a good job in quality control
quality control is very important for mold making, because of The peculiarity of mould manufacturing
It seems that you have a very good control system for quality
your idea in mold quality control is very good!
In mould manufacturing, quality control is very important
your idea about quality in mold manufacturing is very good
I believe your company can do a good job for your customers
you have a good quality concept in mold making
you have a good concept in quality control
Due to the particularity of mould processing, quality control is very important
your idea for mold quality is good!
excellent products come from excellent quality control system
your idea on quality is correct!
Thаnks for sharing your thoughts about mold quality, product qᥙality,Industry design. Regards
Excellent post. your idea in quality is very good for your mold project!
quality is very important
your idea in quality control is very good
Thanks for sharing your quality control system, writing
is nice.
mold quality is very important, because Mold is a single-piece production
I appreciate your quality concept
measuring technology and controL method are the most important part in quality control
Precision measurement equipment is very expensive
actually Quality control is not easy
we have same idea in quality control
Quality problem is the primary problem for every company
I think your company is a strict and professional company
we can discuss this issue.
This is very interesting, You are an overly skilled blogger:-)
I understand what you are talking about. your quality control process is very good
good quality control concept!
your quality control system is very similar with ours, it is very good!
quality is an importance issue for every company
quality control is the most important process in every mold company
I think It is not enough to have good measuring instruments.
This is an age-old question every company always meets
our quality control system is very similar with yours
your quality idea is very good, I believe that you can do a good mould for your customer
the quality control in mold manufacturing is quite different with General mechanical processing。
however I know I am getting something useful by reading this post.
I am reading this professional post to improve my know-how.
your ideal in quality control is very good
quality control system is quite different for every mold company, because of different products
quality control system is very important for every mold company
you can do a good mould for your customer I believe:-)
This post is truly helpful for me, thanks!
you have a good ideal in quality!
you have a good ideal in controling quality, but something is defferent with ours
Excellent post. I certainly appreciate this website. Keep it up!
quality control system is very important for mold making
you have a good ideal in mould quality control
quality control system is very important for a company
your idea about quality is very good, you can do a good job
your quality control process is very good
your idea about quality is very correct
different product requires different quality control process
the technology level of your quality engineer is the most important part
you have a good quality control idea
we need to learn quality control experience from your team.
your ideal on quality control is very good
quality contol system is very important for a mold company.
it seems that you have Precise measuring equipments and tools
every mold company needs a good quality control system
it seems that your quality control system is very good
this is a big problem, maybe different company has different control method
quality control is very important for our mold making,because of the particularity of mold production
it Seems that you have a very good quality control system
It’s wonderful that I am getting some ideas from this article, as well as from reviews made here.
we do the same thing, and we can discuss some issues we met in quality control
yes! quality is very important for every company
for every mold company, quality is the first element
your quality control system is fine
your quality contrl system is good!
Excellent measuring equipment and method are very important
a good quality control system is very important for every mold company
almost every mold company knew the importance of quality, But very few companies can control it well
it is not easy to Cultivate a good mold quality technician and engineer
Quality is the foundation of a company to survive
We have the same quality control system, and we could discuss each other if it is possible
Your company has a set of good quality control system
You can do better in quality control
the mould with High quality can mold the product with high quality
Quality is the enterprise survival guarantee
A good quality control system is rooted in practice
I am sure you can do a good job for your clients, because of your strict quality control system
For any company, quality is always the first
Not every mold has the same quality requirement. it depends on our customer
The perfect quality control is very important, but it’s too hard to do
A good quality control system is the guarantee of good products
Our company’s quality target is zero defect
These measuring instruments are fine, they will make sure to do a good job for your customers
Quality is one of the elements of a company to survive
Your description seems to make us believe your promise
It seems that your measuring tool is made in Japan
The quality of employees is more important than the equipments:-)
Thanks for sharing your thoughts on mold quality, product quality,Industry design. Regards
Good measuring equipment isn’t everything
in my opinion, All the measurements you have seems to be OK! but measurement engineer’s technical level is also very important
It’s difficult to find knowledgeable people for this
topic, especially for mold technology, I am a mold engineer, I find that very few mould engineer discuss their problem on the Internet, maybe they are too busy, First-rate mold solution limited company made a good start Thanks so much!
Outstanding post, thanks and we want more! Added you to FeedBurner.
Hi! I hope you do not mind but I decided to submit your weblog:
//firstratemold.com/technology/c25-technology/quality/ to my on-line directory.
I used, ” Quality – Professional industrial design services, High value-added mold and High quality product suppliers” as your blog headline.
I hope this is okay with you. If you’d like me
to change the title or perhaps remove it entirely, email me at
lazaromccarthy@zoho.com. Thanks.
Quality is the life of a company, as we know. it seems that first-rate mold solution limited company can do it better
So great to see remarkable articles within this blog. Thank you for posting as well as sharing them.and I believe that first-rate mold solution company can do a first-rate job.
Useful information. Fortunate me I discovered your web site
unintentionally, and I am surprised why this coincidence didn’t came about earlier!
I bookmarked it. about this company, I want to say first-rate mold solution limited company is an expert in mold industry
I love what you guys are usually up too. This type of clever work and coverage!
Keep up the superb works guys I’ve included you guys
to my personal blogroll.
Excelllent article. Ι absolutelƴ llve this
site. Thanks!
I’m truly enjoying the design and layout of your blog.
It’s a very easy on the eyes which makes it much more
enjoyable for me to come here and visit more often. Did you hire out a
designer to create your theme? Exceptional work!
Actually, every mold company always does like this. nothing special
I have read so many articles about the blogger lovers except this article is in fact a nice paragraph,
keep it up.
This page truly has all of the information and facts I needed about
this subject and didn’t know who to ask.
Your style is so unique compared to other folks I have read stuff from.
Thanks for posting when you’ve got the opportunity,
Guess I’ll just bookmark this web site.
Awesome post.
Thank you for sharing your thoughts. I truly appreciate your efforts and I will be waiting for your
next write ups thank you once again.
You should be a part of a contest for one of the highest quality sites
on the internet. I will recommend this site!
Your way of explaining the whole thing in this post is genuinely
pleasant, every one be capable of effortlessly know
it, Thanks a lot.
Howdy! I could have sworn I’ve visited your blog before but after looking at some of the posts I realized it’s new to me.
Anyways, I’m certainly pleased I discovered it and I’ll be bookmarking it
and checking back frequently!
Valuable info. Lucky me I found your site unintentionally, and I am shocked why this coincidence didn’t took place
earlier! I bookmarked it.
Hello my family member! I want to say that this article is amazing, great written and include almost all significant
infos. I’d like to look more posts like this .
Paragraph writing is also a fun, if you know after that you can write
if not it is difficult to write.
Gгeat website. Lοts of helpful info Һere. I
ɑm sеnding it to a few friends ans alѕo sharing іn delicious.
And obѵiously, thanks for ʏour sweat!
I’m now not positive the place you are getting your
info, but good topic. I must spend a while studying much more or
understanding more. Thank you for excellent information I was in search of this information for my mission.
Hey there, I think your website might be having browser compatibility issues.
When I look at your website in Safari, it looks
fine but when opening in Internet Explorer, it has some overlapping.
I just wanted to give you a quick heads up! Other then that, very good blog!
Good day I am so thrilled I found your weblog, I
really found you by error, while I was looking on Yahoo for something else, Nonetheless I am here now and
would just like to say kudos for a remarkable post and a all round interesting blog (I also love the theme/design), I
don’t have time to read it all at the minute but I
have book-marked it and also added in your RSS feeds, so when I have time I will
be back to read more, Please do keep up the awesome b.
I am genuinely pleased to glance at this weblog posts which contains lots of useful information, thanks for providing such statistics.
Wow! This can be among the most effective blogs I have ever arrive
across on this subject. Actually this is excellent. I’m also an experienced in this topic therefore I can understand
your effort.
If you desire to take a good deal from this piece of writing then you
have to apply such strategies to your won blog.
Excellent blog here! Also your website loads up fast!
What host are you using? Can I get your affiliate link to your host?
I wish my site loaded up as quickly as yours lol
Thanks for giving superb informations. Your web-site
is extremely cool. I’m pleased by the details that you have on this web site.
It shows how nicely you perceive this subject.
Bookmarked this web site, will keep coming back for more posts.
You, my pal, ROCK!
Thanks for the marvelous posting! I truly enjoyed reading it, you may be a
great author. I will make sure to bookmark your blog and
will often come back someday. I want to encourage you to ultimately continue your great writing, have
a nice day!
Whoa I enjoy reading your articles or blog posts, saved to bookmarks!
Hello! This post ϲould not bbe written anny better! Reading this posst
reminds me off my preѵіous room mate! He always kept chatting about this.
I will forward this write-up to him. Prettƴ surе hhe wіll have a gooid read.
Thanks for sharing!
Remarkable! Its genuinely awesome piece of writing, I have
got much clear idea regarding from this paragraph.
This is very interesting, You are an excessively professional blogger.
I’ve joined your rss feed and look forward to seeking more of your
fantastic post. Also, I’ve shared your site in my social networks
WOW just what I was searching for. Came here by searching for No Prescription
As a Novice, I am always checking out online for content articles that
may be of assistance to me. And yours is undoubtedly one.
Many thanks.
Hola! I’ve been following your blog for a while now and finally got
the bravery to go ahead and give you a shout out
from Austin Texas! Just wanted to tell you keep up the excellent work!
I think this is among the most significant information for me.
And i am glad reading your article. But wanna remark on few general things, The web site style is perfect, the articles is really nice :
D. Good job, cheers
Having read this I thought it was extremely informative.
I appreciate you spending some time and energy to put this content together.
I once again find myself spending a significant amount of time both reading and leaving comments.
But so what, it was still worth it!
This article gives the light in which we can observe the
reality. This is a very nice one and gives in-depth information. Thanks for this
wonderful article.
Thanks for finally talking about >Quality – Professional industrial design services, High value-added
mold and High quality product suppliers <Loved it!
Hi there! Do you know if they make any plugins to safeguard against hackers?
I’m kinda paranoid about losing everything I’ve worked hard on. Any suggestions?
WordPress platform can meet your requirement!
you’re truly a good webmaster. The website loading speed is amazing.
It seems that you’re doing any distinctive trick. Moreover, The contents are masterwork.
you have performed a great process on this
topic!
I simply started reading and I’m glad I did. You’re a fantastic blogger, one of the best that I’ve seen. This weblog unquestionably has some facts on topic that
I just wasn’t aware of. Many thanks for bringing this
stuff to light.
Hi there! Would you mind if I share your blog with my facebook group?
There’s a lot of people that I think would really appreciate your content.
Please let me know. Thanks
we don’t mind! please do it
Wonderful article! We will be linking to this particularly great article on our site.
Keep up the good writing.
Hi there! I could have sworn I’ve been to this website
before but after reading through some of the post I
realized it’s new to me. Anyways, I’m definitely delighted I found it
and I’ll be bookmarking and checking back frequently!
I am starting up a new online website directory and was wondering if I can submit your website?
I’m hoping to increase my directory slowly by hand so that it maintains high quality.
I’ll make sure and put your website in the correct category and I’ll
additionally use, ” Quality – Professional industrial design services, High value-added mold and High quality product suppliers” as your anchor text.
Please make sure to let me know if this is alright with you by contacting me at:
klara.menkens@gmail.com. Thank you
we shot an Email to you, please check
I have been checking out a number of your stories and
i should say great stuff. I will certainly bookmark your site.
I really like it when people get together and share views. Great blog, continue the
good work!
I found your blog on search engines and bookmark it currently.
keep up the excellent work.
Hi thanks for you are interested in our website. in order to do like this, you simply need to get a special plug-in, maybe the professional guys in your place can help you
I like this website it’s a masterpiece! Happy I discovered this on google.
You’re so awesome! I don’t suppose I’ve read through anything like that before.
So nice to discover someone with original thoughts on this topic.
Seriously.. thank you for starting this up. This website is something that’s needed on the internet, someone with some originality!
Hey I know this is off topic but I was wondering
if you knew of any widgets I could add to my blog that automatically tweet my newest twitter updates.
I’ve been looking for a plug-in like this for quite some time and was hoping maybe you
would have some experience with something like this.
Please let me know if you run into anything.
I truly enjoy reading your blog and I look forward to your new updates.